Features At a Glance:

Industrial Flat Plate Cell Energy Exchanger
In today's economy, and with increased demand for green energy efficient products, customers are looking for ways to save money and reduce energy usage. Commercial and Industrial facilities are looking for better solutions and designs to fit this demand
In today's economy, and demand for green energy efficient products, customers are looking for ways to save money and reduce energy usage. Commercial and Industrial facilities are looking for better solutions and designs to fit this demand.
Titan Air has taken the high thermal efficiency of direct fired equipment to the next level by incorporating an air-to-air energy exchanger to precondition air as it enters the work space. The energy exchanger makes use of the hot exhaust air to reduce the amount of gas necessary to heat the required supply air to the paint booth. The energy exchanger cell can also be used with other heating methods such as indirect fired, electric, or Hydronic systems.
How an Energy Recovery Unit Works
An Air to Air Heat Exchanger utilizes the heat in an exhaust ventilation process to pre heat make-up air to reduce the required heat load of the system. Separate aluminum plates are placed into a casing at opposing directions to create separate airflow chambers. The exchanger is placed into a make-up air handler to capture the heat from the exhaust air and transfer it to the supply air.
There are multiple configurations that can be used for new applications or to retrofit an existing system. Some of these include horizontal and diagonal configurations.

Diagonal Cell Installation
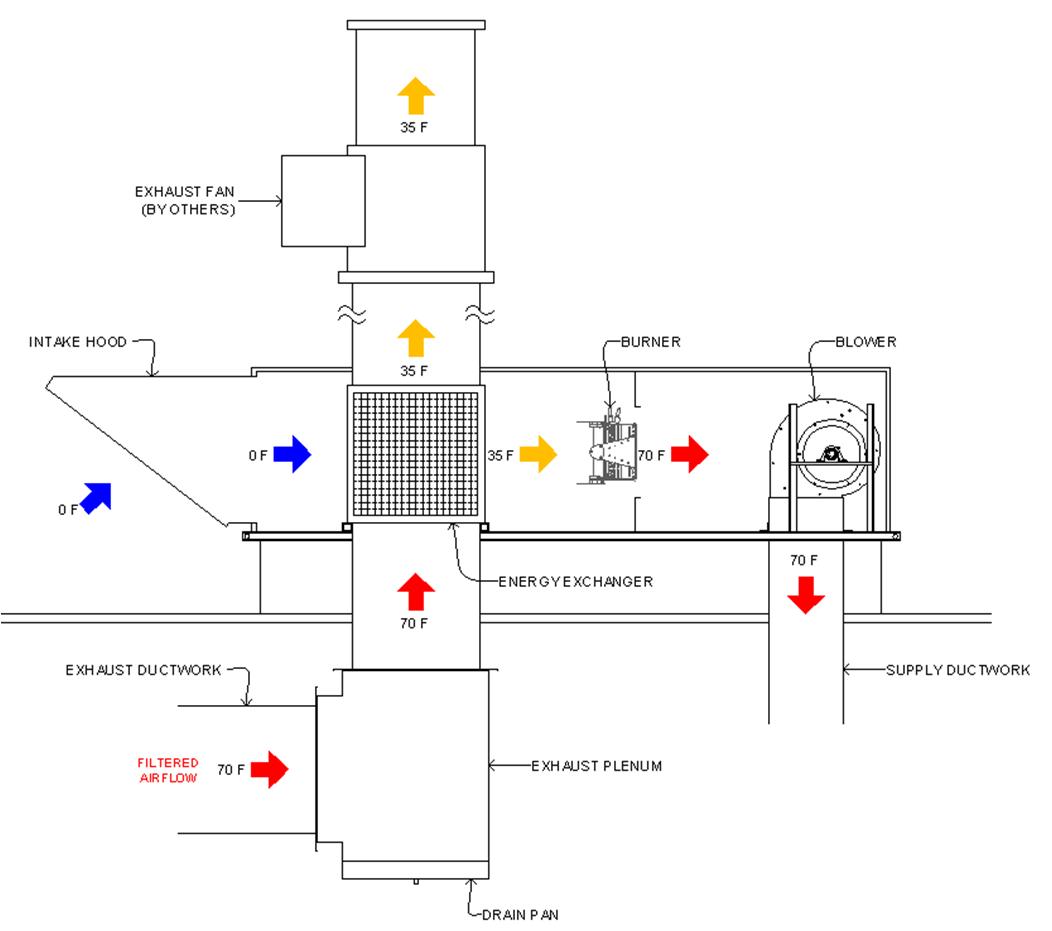
The energy recovery make-up air unit uses the work space exhaust to pre-heat the outdoor air using the energy exchanger. The work space exhausted heat is transferred into the energy exchanger. The energy exchanger then transfers the heat into the outdoor air stream. In the application example below, the 0 degree F outdoor air warms up to 35 degrees F requiring less BTU to heat up to the desired 70 degrees F for the work space.
The energy exchanger in the diagonal configuration can have the exhaust come in the bottom or side of the unit. This is a true packaged style make-up air unit with all components in one casing. This style can be used where space is limited.

Horizontal Cell Installation
The energy recovery make-up air unit uses the work space exhaust to pre heat the outdoor air using the energy exchanger. The work space exhausted heat is transferred into the energy exchanger. The energy exchanger then transfers the heat into the outdoor air stream. In the application example below, the 0 degree F outdoor air warms up to 35 degrees F requiring less BTU to heat up the desired 70 degrees F for the area.
The energy exchanger in the horizontal configuration must have the exhaust come in the bottom of the unit under the roof. This requires a return air plenum that includes a drain pan to catch any condensation. A filter section must also be upstream of the energy exchanger.
Face & Bypass Frost Control
The energy exchanger can frost or ice up if the outdoor air is too cold. A face and bypass damper is added to the units to protect the energy exchanger. A thermostat bulb is mounted down stream of the exchanger to measure the airflow temperature. This sensor detects if the exchangers cold corner is getting close to the freezing point. if the temperature falls below the set point the face and bypass dampers modulate to decrease outdoor airflow across the exchanger. The bypass damper allows the air to bypass the exchanger. The exhaust airflow remain the same which raises the temperature of the energy exchanger.
Figure 1 shows the unit in a satisfied mode where the face damper is 100% open and the bypass damper is 100% closed. All the outside air passes through the energy exchanger. The exhaust air flow is constant. The dampers will modulate to maintain the factory set 34 degrees F using the proportionate temperature controller.
Figure 2 shows the unit in a frost protection mode where the face damper is partially closed and the bypass damper is partially open. Some of the outdoor air now bypasses the exchanger and the exchanger temperature rises because of the reduced supply airflow and constant hot exhaust air. The dampers will modulate to maintain the factory set 34 degrees F using the proportionate temperature controller.

Retrofit Example: Global Finishing Solutions (Osseo, WI)
Titan Air and Global Finishing Solutions collaborated on project to add direct fired energy recover units to Global Finishing's paint shop. The project went great and accomplished the goals of reducing fuel costs and balancing building pressurization.
Pre-Retrofit:
The building had 3 exhaust fans running at 16,000, 16,000, and 25,000 CFM and one 60,000 CFM make-up air unit. The 70 degrees F exhaust heat was not being recovered and the make-up air was running at a constant volume. This causes the building to waste fuel and have pressure swings as the paint booths were being turned on and off.
Retrofit:
The exhaust fans were retrofit with new make-up air unit and energy exchangers. The exhaust was routed through the exchanger recovering the heat to preheat the supply air. The make-up air units were interlocked with the booths to only run while the booth was being used. There was a 10,000 CFM 80/20 recirculating make-up air unit added to the building that modulated the outside to return air mixture to pressurize the building.
Conclusion:
The average fuel costs have been reduced by 55% per winter, and the building is now running at a positive pressure without pressure swings.
